
1. 概述
随着钢铁行业快速发展与经济全球化,企业间的竞争更是异常激烈。现代钢铁企业要在竞争中取胜,在改进工艺、更新设备的同时,必须努力提高 生产管理 水平,以达到有效利用设备、提高用户服务水平。时至今日,MES、ERP系统已经在国内钢铁企业得到普及应用,有些已经使用了十余个年头。然而,企业逐渐发现,目前的ERP、MES并不能解决他们的所有问题,瓶颈工序、库存和准时交货等问题遭遇“天花板效应”,对高级计划排程(APS:Advanced Planning and Scheduling)的需求越来越迫切。APS是一种基于 供应链管理 和约束理论的先进计划与排产工具,包含大量的数学模型、优化及模拟技术,其功能优势在于基于约束的实时计划与报警功能。在计划与排产的过程中,APS将企业资源与能力约束都囊括在考虑范围之内,用复杂的智能化运算法做常驻内存的计算。
钢铁行业是一个离散和连续混台的生产过程、产线长、工序多、设备复杂、完全靠人工的方式进行管理和控制,很难管好。因此,钢铁企业APS的实施应用就显得尤其重要。从钢铁企业的IT系统投入来看,对生产控制系统的投入远远大干对 企业资源计划 管理的投入,企业领导者越来越意识到信息化光有ERP是不够的,它无法解决生产中遇到的各种问题。因此更需要APS和MES来帮助企业实现高效的优化的精细化的完成生产任务。从信息集成、事务集成到智能化集成型的APS,满足可集成性、灵活可配量性和可扩展性的要求是钢铁企业APS/MES未来的发展趋势。
2. 马钢信息化系统总体架构
马钢信息化系统由下述五级架构组成:
L5: 决策支持和绩效评价
L4:企业资源计划系统(ERP),进行企业整体的供、产、销、技术、质量、 设备管理 、成本核算、资源优化等。
L3: 制造执行系统 (MES),进行生产制造标准、生产、作业计划编制下达,进行生产物流调度、工器具管理、生产设备运行管理、信息收集、物料消耗管理等。
L2: 生产过程控制系统,进行过程模型计算、生产实绩收集、生产过程优化控制等。
L1: 基础 自动化控制系统 ,由DCS、PLC等构成,直接控制生产设备系统动作。
马钢信息化系统借助统一的ERP管控手段,对各生产作业区的MES下达管控指令,实现一体化的管理目标;MES则将管控指令转变为作业控制指令下达给L2,由L2控制生产操作过程,控制并反映具体L1生产设备的运作。系统总体结构如图1所示。系统按照整个业务 流程管理 一贯制的思想,从公司销售系统接收销售订单开始,进行产品工艺设计、质量设计、生产排产,将销售订单转化为生产订单,对生产订单进行生产排序、工序平衡,生产厂根据有序的生产订单组织生产,负责各工序的生产作业计划编制、各机组之间的生产协调与监控、质量控制、生产实绩采集、物料跟踪平衡、库管理等功能,到生产厂根据销售发货计划进行成品发货出厂。
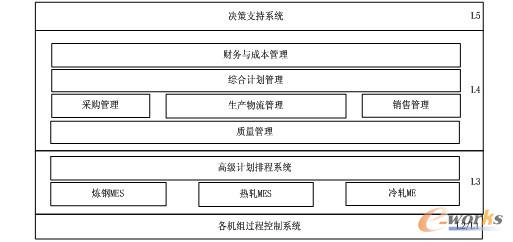
图1 马钢信息化系统总体架结构图
3. 计划管理总体需求
3.1 公司经营目标
对生产经营历史数据加以分析,结合企业发展目标,人工确定年度各项经营目标及经济技术指标,分解出年/季/月的利润目标、产量目标等。围绕经营目标,进行产品利润分析和财务预算,合理规划销售、生产、库存、供应、采购等企业资源,追求效益最大化。
3.2 制订生产经营计划
确定中长期时间范围内各个产品组的销售、库存水平、生产、供应等目标量的分配比率,形成销售运作计划;进行从产品组到产品物料层的计划分解,形成销售与生产的需求计划。以需求计划为依据,形成产成品及关键工序的物料的主生产计划,针对市场变动、设备能力、工艺限制等约束条件,进行有限产能检查和产能平衡,完成生产计划的优化排程,形成可行的中/短期生产计划,支持稳定的生产组织和销售策略。
3.3 产品配额计划和交期承诺
根据生产经营计划制定的各计划期的销售运作计划,借助系统分渠道、分地区、分品种/规格地对客户进行销售配额管理,从而实现销售资源合理有效的控制。签定销售订单时,首先对客户销售资源配额进行检查,参照最终优化的需求计划,对客户的需求数量与交货期完成可用性检查,并获得交货期确认。
3.4 物料需求计划和生产订单
根据实际销售订单及最终优化的需求计划,形成物料需求计划。依据物料需求计划将客户的需求转换成用来指导实际生产的生产订单。生产订单承载着客户的需求、产品标准的要求、生产的计划成本、生产工艺过程的要求等信息。
3.5 计划的兑现评价
生产与计划的兑现率、销售与计划的兑现率。
4. 高级计划排程系统主要功能
马钢高级计划排程系统针对钢铁冶金行业生产特点而开发的具有实用意义的钢铁行业生产计划解决方案。系统涵盖了钢铁企业复杂的生产环境下进行合同计划与作业排程的需求。系统采用先进的基于约束的运算规则和优化算法。同时,这些模块都提供丰富的参数配置方式,使得使用者通过参数设定满足不同工厂的实际需求。系统主要功能有:
4.1 需求计划
根据公司冷热轧薄板的销售历史数据和市场预测结果,结合公司冷热轧薄板各生产线的产品结构、各生产单元产能和检修计划、生产限制条件、原材料库存情况、产品工艺路线、产品订价和标准成本等因素,以充分发挥各生产线的最大产能、提高产品综合成材率和公司经营利润等为目标,进行业务优化处理形成中长期综合销售计划和生产计划。
4.2 订单谈判
在对客户进行承诺之前,用户可以对新订单对工厂生产能力的影响进行评估。系统能对ERP系统的销售订单进行交货期确认。根据公司各生产线的生产实际能力和物料利用情况等数据对销售订单进行实时的交货期检查,确定产品的最终生产路径,推算销售订单的准确交货日期,并将结果快速返回ERP系统。进而提高企业的交货水平和客户满意度。
4.3 物料计划
能针对客户销售订单制定出有效的物料配置计划,具有优化配卷、优化切割、库存匹配等功能,确定轧制件次与销售订单之间的配置关系,对于不能满足的销售订单,生成用于生产的原材料净需求计划。系统的物料配置策略对钢卷、板坯等物料尺寸进行优化,优化基于特定的产品结构进行产品规格的匹配。生成原材料净需求计划,下达到相应的工厂,并能跟踪和在线调整。
4.4 生产计划
系统能够根据基于约束的有限能力计划,对工厂供应链中的短期物料流动进行优化。生产计划主要需要关注物料平衡、拖期订单、瓶颈设备等问题,并能计算生产能力空闲时间,以此来辅助新订单的谈判。该模块能结合详细的资源模型准确识别工厂供应链的约束,以产品和客户的优先级为基础,优化物料的流动。
4.5 冶铸轧一体化计划
提供从炼钢、炉外精炼、连铸到热轧的更为详细的生产计划和作业排程能力。该模块采用多种方案,将生产率、 生产成本 、交货水平、板坯库存和热送热装与生产流程上的技术约束进行平衡。
4.6 作业计划排程
根据生产订单的交货期和每个生产单元的生产设备状况、工艺规程约束条件等生成短期的各机组作业计划,提供快速的工厂作业计划排程,同时能够对生产异常情况进行快速自响应处理。
5. 高级计划排程系统与ERP系统的集成
5.1 高级计划排程系统的定位
高级计划排程系统APS介于L3与L4之间,接受ERP系统下达的销售订单和生产订单,进行生产计划与排程的制定。它以提高生产效率、缩短交货期、降低库存为目标,计划、排 程、优化从定单开始到产品产出的整个生产活动(项目可细化到工序);另外APS根据生产实际情况,动态调整生产计划排程,提高事件处理效率(动态调度)。系统实现的主要业务流程如图2所示:
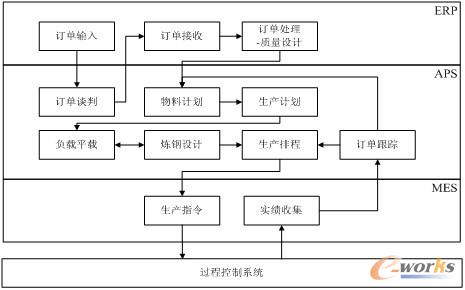
图2 高级计划排系统业务流程图
5.2 与ERP系统集成计划管理体系
马钢ERP系统采用的是SAP ECC6.0,由于SAP系统计划体系均是基于无限能力计划工具进行能力的评估与平衡的不足,特别是无法考虑生产工艺限制条件的约束。将SAP形成的需求计划传递到高级计划排程系统中,实现基于有限能力计划下的产能检查,以获得优化排程后的生产量及交货期,并将结果反馈给SAP,最终达成产销合理平衡后的需求计划。该计划作为接受销售订单的ATP检查依据,同时可以作为生产组织产能分配的依据,将销售订单的需求传递到生产订单中,并核发至高级计划排程系统中,保证销售订单的交货期承诺。集成的计划管理体系统流程如图3所示,图中分为计划编制阶段和计划执行两阶段,计划编制阶段确定后的结果作为计划执行阶段销售订单客户配额和可用性检查的依据,完成销售订单的交货期确认。
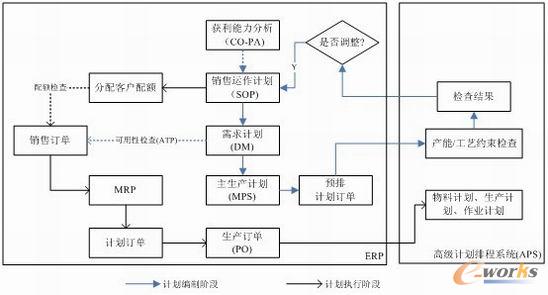
图3 与ERP系统集成计划管理流程
6. 结束语
通过与SAP系统集成的马钢高级计划排程系统实现了面向订单组产模式下的生产计划动态优化与作业计划编制。系统在计划编制中,着重考虑了交货期、工艺约束条件、设备状态以及库存,实现了月度生产计划与机组作业计划的优化与匹配。
版权所有@2017-2030 鄂ICP备2021018714号-1 武汉云筹优化科技有限公司 电话:18672919570 地址:武汉市高新大道999号未来科技城C2栋602室



 QQ客服
QQ客服